Définition de la gamme
La gamme de traitement en fonction est établie en collaboration avec l’utilisateur:
- Du substrat à traiter
- Des performances exigées par le cahier des charges
- De la destination des pièces: peinture liquide, peinture poudre, électrodéposition, autres revêtements...
Elle précise la séquence des produits, les matériaux de construction, les températures et les temps de traitement. Le constructeur et le client fixent la vitesse du convoyeur. Ces éléments sont à la base de l'étude du tunnel.
Temps d'aspersion
- Pré-dégraissage 60 s
- Dégraissage alcalin ou dégraissage phosphatation avec pré-dégraissage 120 s
- Dégraissage alcalin ou dégraissage phosphatation sans pré-dégraissage 150 s
- Rinçage affineur 30 à 45 s
- Phosphatation fer après dégraissage alcalin 90 s
- Phosphatation cristalline 90 s
- Rinçages cascades double 2 x 30 s
- Rinçages cascades triple 3 x 20 s
- Rinçages "3 en 1" 45 s
- Rinçages "4 en 2" 2 x 30 s
- Rinçage passivant avec post-rinçage ED 45 s
- Rinçage passivant sans post-rinçage ED 20 s
- Rinçage ED 30 s

Vitesse de convoyeur
Elle est définie par le constructeur en fonction du nombre de pièces à produire. Lorsque la vitesse du convoyeur est trop importante pour permettre l'accrochage, le décrochage, l’égouttage, la mise en peinture (dans le cas de cabine de pré-retouche) dans de bonnes conditions il faut revoir la disposition des pièces sur les balancelles et donc le gabarit de passage (voir schéma A1). Inversement lorsque les différents paramètres conduisent à une vitesse de convoyeur inférieur à 1 m/min il faut les modifier afin d’éviter les phénomènes d’auto-séchage et d'oxydation dans les inter-stades.
Gabarit de passage
Il est défini par la dimension des pièces à traiter. Il est représenté par un volume dont la hauteur et la largeur permettent de dessiner l’épure d'aspersion et dont la longueur définit les dimensions des sas d'entrée et de sortie ainsi que les sas intermédiaires.
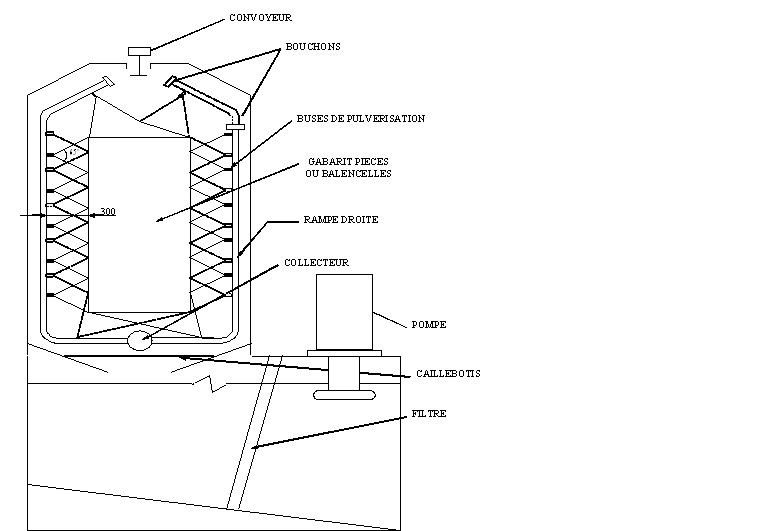

- Le gabarit est défini en fonction des pièces traitées ou des balancelles support de pièces
- Les rampes d’aspersion sont placées à 300 mm environ du gabarit
- Le nombre de Buses par rampe est défini par l’angle d’ouverture des jets
- Rampe gauche + rampe droite = 1 anneau